- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

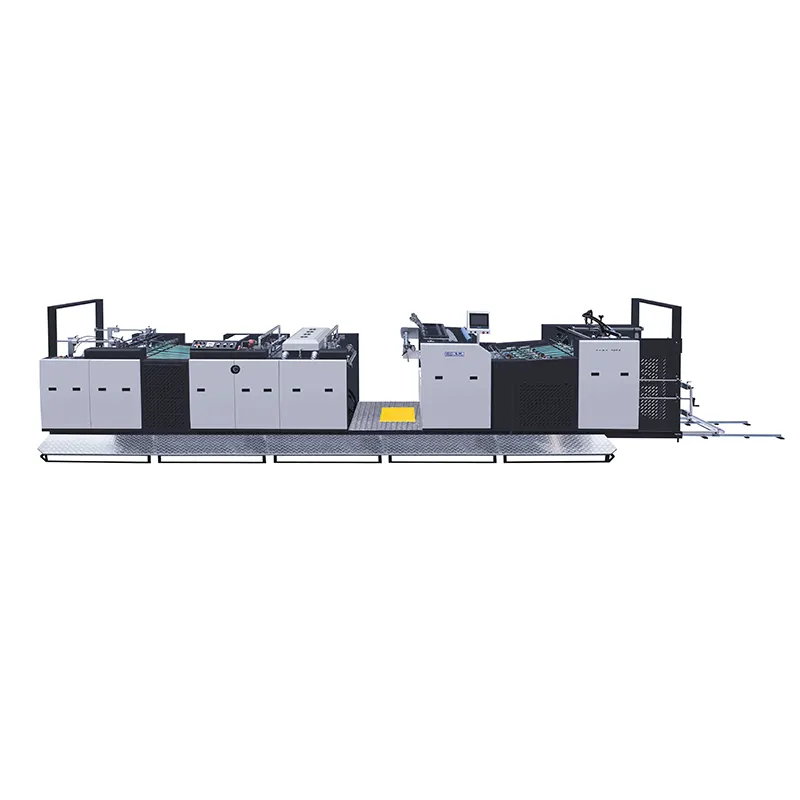
Automaattisen kalvojen laminointikoneen toimintaperiaate
Modernissa pakkaustulostuksessa ja niihin liittyvässä prosessointiteollisuudessa,automaattiset kalvojen laminointikoneeton erittäin tärkeä rooli. Ne voivat soveltaa suojakalvoa erilaisten painetun materiaalin tai muiden materiaalien pintaan, mikä ei vain paranna tuotteiden ulkonäköä ja rakennetta, vaan myös parantaa niiden kestävyyttä ja suojaavaa suorituskykyä. Automaattisten kalvojen laminointikoneiden työperiaatteen perusteellisen ymmärtäminen on suuri merkitys asiaankuuluvien teollisuudenalojen, laitteiden käyttäjien ja pakettiprosessien kiinnostuneiden ammattilaisten kannalta. Se auttaa heitä tekemään viisaampia päätöksiä ja ryhtymään asianmukaisempiin toimiin sellaisissa näkökohdissa, kuten laitteiden hankinnat, käyttö, prosessien optimointi ja vianetsintä. Tässä artikkelissa suoritetaan kattava ja yksityiskohtainen analyysi automaattisten kalvojen laminointikoneiden toimintaperiaatteesta paljastaakseen niiden takana olevat tekniset mysteerit ja toimintamekanismit.
I. Automaattisten kalvojen laminointikoneiden peruskomponentit
(I) purkamismekanismi
Kiertoamismekanismi on automaattisen kalvojen laminointikoneen lähtöosa, ja se on pääasiassa vastuussa laminoidun kalvorullan kuljettamisesta ja vapauttamisesta. Se on yleensä varustettu säädettävällä jännitysohjausjärjestelmällä varmistaaksesi, että kalvo voidaan tulostaa vakaalla ja tasaisella jännityksellä koko laminointiprosessin ajan. Esimerkiksi jännitysanturia käytetään kalvon jännityksen seuraamiseen reaaliajassa, ja moottorien tai jarrujen ja muiden laitteiden avulla tehdään dynaamisia säädöksiä asetettujen arvojen mukaisesti, jotta vältetään kalvojen venytys ja muodonmuutos, joka johtuu liiallisesta jännityksestä tai kalvon ryppyistä johtuen riittämättömästä jännityksestä.
(Ii) Liimakehitysjärjestelmä
Liimakehitysjärjestelmän ydintoiminto on levittää liimaa tasaisesti kalvon pintaan. Erilaisista laminointiprosessivaatimuksista ja liimatyypeistä riippuen on olemassa erilaisia liimasovellusmenetelmiä. Yleinen on rullapäällyste, joka käyttää pinnoitustelaa liiman liimasta liiman säiliöstä ja siirtää sen tasaisesti kalvoon. Tämä menetelmä voi tarkkaan hallita levitetyn liiman määrää ja soveltuu erilaisiin liima -alueisiin ja kalvomateriaaleihin. Lisäksi siellä on myös veitsen pinnoitusmenetelmä. Käyttämällä kaavan ylimääräisen liiman poistamiseksi, kalvoon on jätetty vain tasainen ja tarkalleen paksu liimakerros, joka sopii erityisen hyvin hienoille laminointitoimille, joissa on korkeat liimapinnoitteen määrät, kuten pakkausmateriaalien laminointi elektronisiin komponenteihin.
(Iii) laminointimekanismi
Laminointimekanismi on avainosa elokuvan ja substraatin sitoutumisen toteuttamiselle. Se koostuu pääasiassa painirullasta ja lämmitystelasta (kuumassa laminointiprosessissa) tai jäähdytystelasta (kylmässä laminointiprosessissa). Painetela kohdistaa tiettyä paineita, jotta kalvo on liimaa, koskettaa tiiviisti substraattia varmistaen, että liima voi täysin kostuttaa ja sitoutua kahteen. Kuumassa laminointiprosessissa lämmitystela siirtää lämpöä kalvolle ja substraatille, jotta liima jähmehtyy nopeasti, mikä parantaa laminointi- ja tuotannon tehokkuutta. Kylmässä laminointiprosessissa jäähdytystela vähentää liiman lämpötilaa, jotta se vähitellen jähmettyy luonnollisessa tilassa. Tämä prosessi on suhteellisen ympäristöystävällinen ja sopii joillekin lämpötilaan herkille materiaaleille tai joita ei pidä lämmittää.
(Iv) kelausmekanismi
Kelausmekanismi sijaitsee automaattisen kalvon laminointikoneen lopussa, ja sen tehtävänä on lopettaa laminoidut tuotteet siististi. Samoin kuin purkamismekanismissa, kelausmekanismilla on myös jännityksenhallintatoiminto tuotteiden tasaisuuden ja tiiviyden varmistamiseksi käämitysprosessin aikana. Samaan aikaan se voidaan myös varustaa pituusmittauslaitteella tai laskurilla laminoidun tuotteiden pituuden tai määrän tarkasti, mikä on kätevää tuotannon hallinnassa ja laadunvalvonnassa. Esimerkiksi painettujen materiaalien laajamittaisessa laminoivassa tuotannossa pituuden mittauslaite voi tarkasti hallita laminoidun tuotteen kunkin rullan pituutta tuotteiden eritelmien johdonmukaisuuden varmistamiseksi.
II. Automaattisten kalvojen laminointikoneiden työprosessi
(I) elokuvan rentoutuminen ja esikäsittely
Ensinnäkin valittu kalvotela on asennettu purkamismekanismiin, ja purkautuvan mekanismin kireyden hallintajärjestelmä asetetaan alun perin parametrien, kuten kalvon materiaalin, paksuuden ja leveyden mukaan. Kiertoavan mekanismin aloittamisen jälkeen elokuva alkaa hitaasti vapautumaan jännityksen vedon alla ja kulkee ohjesarjan sarjan läpi liimasovellusjärjestelmään sujuvasti. Ennen liimalaitejärjestelmän syöttämistä voi olla esikäsittelyprosesseja, kuten pölynpoisto ja staattinen eliminaatio pölyhiukkasten ja staattisen sähkön poistamiseksi kalvon pinnalla, parantaen liiman tarttuvuusvaikutusta kalvoon ja varmistamalla laminoiva laatu. Esimerkiksi käyttämällä staattista eliminaattoria vastakkaisten varausten vapauttamiseksi kalvon pinnalla olevan staattisen sähkön neutraloimiseksi, se estää pölyn olevan vaikea poistaa sähköstaattisen adsorption vuoksi.
(Ii) liimasovellus
Kun elokuva tulee liimasovellusjärjestelmään, liimasovellusjärjestelmä alkaa toimia esiasetetun liimasovellusmenetelmän ja parametrien mukaisesti. Esimerkiksi, kun käytetään rullapäällysteitä, pinnoitustela pyörii tietyllä nopeudella liiman upottamiseksi liimasäiliöstä ja levittää sitten liiman tasaisesti kalvon pintaan. Tämän prosessin aikana tekijät, kuten liiman viskositeetti, pinnoitteen pyörimisnopeus, liimasäiliön liimataso ja kaavin ja pinnoitustelan välinen rako vaikuttavat kaikki liiman määrään ja tasaisuuteen. Operaattoreiden on säädettävä nämä parametrit tarkasti todellisten laminointivaatimusten ja materiaaliominaisuuksien mukaisesti halutun liimasovelluksen vaikutuksen saamiseksi. Esimerkiksi, kun laminoidulla tuotteella on korkeampi tarve liiman paksuudelle, päällystystelan pyörimisnopeutta voidaan lisätä asianmukaisesti tai liimatasoa liimasäiliössä voidaan lisätä. Kun vaaditaan ohuempi ja yhtenäisempi liimakerros, kaavin ja pinnoitustelan välinen rako voidaan vähentää.
(Iii) sitoutuminen ja kovetus
Liima -aineiden elokuva kuljetetaan edelleen eteenpäin ja siirtyy laminointimekanismiin. Tällä hetkellä substraatti (kuten painetut materiaalit, paperit, laudat jne.) Lähetetään myös laminointimekanismiin vastaavan kuljetuslaitteen kautta kalvon täyttämiseksi. Laminoivassa mekanismissa painetela kohdistaa tiettyä painetta kalvon ja substraatin saattamiseksi tiiviisti sidottuna toisiinsa, ja liima alkaa kostuttaa ja sitoutua kahteen paineen vaikutukseen. Kuumassa laminointiprosessissa lämmitystela siirtää lämmön sidotulle kalvolle ja substraatille, jotta liima jähmehtyy nopeasti ja muodostaa kiinteän laminoidun kerroksen. Lämmitystelan lämpötila, painetelan paine ja sitoutumisaika on optimoitava ja säädettävä eri materiaalikombinaatioiden ja laminointivaatimusten mukaisesti. Esimerkiksi joillekin substraateille, joilla on suhteellisen kova tekstuuri, voi olla tarpeen lisätä painetelan paineita asianmukaisesti kalvon ja substraatin välisen täydellisen sidoksen varmistamiseksi. Joidenkin lämpöherkkien materiaalien osalta lämmitystelan lämpötila on alennettava, jotta materiaalit ovat muodostuneet lämmöin. Kylmässä laminointiprosessissa jäähdytystelalla on merkitys liiman lämpötilan vähentämisessä ja sen luonnollisen jähmettymisen edistämisessä. Vaikka kovetusaika on suhteellisen pitkä, se voi välttää lämmityksen aiheuttaman materiaalin muodonmuutoksen riskin.
(Iv) Kääntö- ja lopputuotteen viimeistely
Laminoidut ja parannetut tuotteet tulevat lopulta kelausmekanismiin. Kelausmekanismi kääntää tuotteet siististi asetetun jännityksen ja käämityksen nopeuden mukaan. Kääntymisprosessin aikana kireydenhallintajärjestelmä tarkkailee ja säätää käämitysjännitystä reaaliajassa varmistaakseen, että tuotteet ovat haavoittuneet tiukasti ja tasaisesti. Samaan aikaan pituuden mittauslaite tai laskuri tallentaa haavatuotteiden pituuden tai määrän. Kun esiasetettu arvo saavutetaan, kelausmekanismi lakkaa automaattisesti toimimasta. Kun uudelleenkäyminen on valmis, tuotteet voidaan edelleen organisoida, leikata tai pakata seuraavien varastoinnin, kuljetusten tai myynnin tarpeiden mukaan. Esimerkiksi joillekin suurimuotoisille laminoiduille tuotteille ne on ehkä leikattava pienempiin tuotteisiin, jotka täyttävät erityiset spesifikaatiovaatimukset ja pakattavat sitten.
Lopuksi,automaattiset kalvojen laminointikoneetvoi suorittaa erilaisten materiaalien laminointitoimenpiteen tehokkaasti ja tarkasti kunkin komponentin koordinoituneen työn kautta ja tietyn työprosessin seurauksena. Tieteen ja tekniikan jatkuvan edistymisen myötä myös automaattisten elokuvien laminointikoneiden toimintaperiaate on jatkuvasti innovoitu ja optimoitu, ja sen soveltamisnäkymät pakkaustulostuksessa ja muissa teollisuudessa ovat vielä laajempia, mikä tarjoaa tehokasta teknistä tukea laadun parantamiseksi ja tuotteiden kehityksen monipuolistamiseksi.
Jos olet kiinnostunut tuotteistamme tai sinulla on kysyttävää, ota rohkeasti yhteyttäPuhelin tai sähköposti.